En af de sværeste former at skabe med en 3D-printer er en kugle. Kugler er vanskelige af flere årsager. For det første har kugler et lille kontaktpunkt med printpladen, hvilket gør dem svære at klæbe på plads. For det andet har kugler en masse udhæng, der har brug for støtte. For det tredje ender FDM-printere med at efterlade synlige laglinjer, når de udskriver kurver, der krydser Z-aksen. Det er muligt at løse disse problemer; hver rettelse kommer dog også med sit eget kompromis.
Tilføj støttestrukturer og en rand eller flåde
Ved at tilføje en kombination af støttestrukturer og en rand eller flåde kan du løse to problemer i ét. Kanten eller tømmerflåden hjælper med at sikre dit print, mens støttestrukturerne forhindrer, at udhængene hænger sammen.
En tømmerflåde er et tyndt ark trykt materiale, der trykkes først, under printet, hvorpå printet sidder. En skygge er næsten identisk, men den rører kun trykket i kanterne og går ikke nedenunder.
Fløter og rande virker ved at øge kontaktarealet med printlejet, hvilket øger vedhæftningskraften, der holder printet på plads. En tømmerflåde er typisk sværere at fjerne på grund af det øgede kontaktareal. Begge muligheder er beregnet til at blive skåret væk under efterbehandlingen.
Støttestrukturer fungerer godt med flåder og rande, da de nemt kan forbindes til dem. De er designet til at yde støtte til ekstreme udhæng for at forhindre hængende. Udhæng mere end 45 grader fra lodret har typisk brug for støtte, selvom dette kan variere fra printer til printer. Igen skal disse fjernes under efterbehandlingen.
Støttestrukturer, flåder og rande efterlader alle nogle artefakter på kuglens overflade, hvor de kommer i kontakt. Selvom de fjernes omhyggeligt, skal artefakterne udjævnes.
Skær det i halve
Det lyder måske lidt ekstremt, men du kan så printe de to halvdele med forsiden nedad, hvis du skærer din kugle perfekt i halve. Dette eliminerer behovet for en tømmerflåde, rand eller støttestrukturer. Desværre betyder det, at du skal lime de to stykker sammen igen, når de er udskrevet.
Vi anbefaler stærkt, at du tredobbelt tjekker, at din kugle er perfekt skåret i halve før udskrivning, da du ellers vil være mere tilbøjelig til at ende med ujævn vægtfordeling. Den type lim du kan bruge varierer efter filamenttype, men superlim giver generelt den bedste finish, da der skal bruges så lidt til en solid forbindelse.
Du bliver generelt nødt til at udjævne eventuelle ujævnheder, som du ser ved kuglens samling. Hvis din printseng var lidt for varm, kan du muligvis se en lille elefantfodseffekt, hvilket resulterer i en ækvatorial højderyg. Det er en god idé at printe de to halvdele hver for sig. Ellers kan du ende med tilbagetrækningsrelaterede problemer såsom snoring og klatter mellem de to halvdele.
Brug en lav lagshøjde
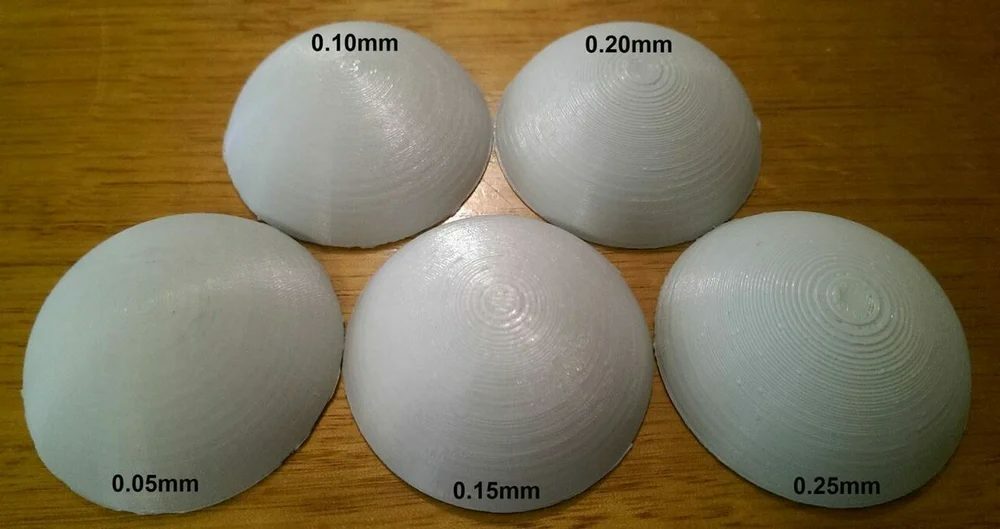
Enhver kurve, der krydser Z-aksen, vil ende med et trappetrin. Dette er en iboende del af FDM-print, men kan minimeres ved at printe med de lavest mulige laghøjder. Hvis du gør det, reduceres højden af hvert trin, hvilket gør dem mindre adskilte og kræver mindre udjævning i efterbehandlingen. Desværre øger en reduktion af laghøjden også printtiden, da printhovedet skal lave flere gennemløb for at nå den endelige printhøjde.
Konklusion
At følge forslagene ovenfor vil hjælpe dig med at skabe flotte kugler med din 3D-printer. Hvis du har andre tips om udskrivning af fantastiske kugler, så lad os det vide nedenfor.