Üks 3D-printeriga kõige keerulisemaid kujundeid on kera. Sfäärid on keerulised mitmel põhjusel. Esiteks on sfääridel väike kontaktpunkt prindialusega, mistõttu on neid raske paigale kleepida. Teiseks on sfääridel palju üleulatumisi, mis vajavad tuge. Kolmandaks jätavad FDM-printerid Z-telge ületavate kõverate printimisel nähtavad kihijooned. Neid probleeme on võimalik lahendada; aga iga parandusega kaasneb ka oma kompromiss.
Lisage tugistruktuurid ja ääris või parv
Lisades tugistruktuuride ja ääre või parve kombinatsiooni, saate üheskoos lahendada kaks probleemi. Ääre või parv aitab teie trükist kinnitada, samal ajal kui tugistruktuurid hoiavad üleulatuvad osad rippumast.
Parv on õhuke trükimaterjali leht, mis trükitakse esmalt trükise alla, millele trükis asetseb. Ääreosa on peaaegu identne, kuid see puudutab trükist ainult servadest ja ei lähe alla.
Parved ja ääred töötavad, suurendades kontaktpinda prindialusega, mis suurendab trükist paigal hoidvat haardejõudu. Parve on tavaliselt raskem eemaldada suurenenud kontaktpinna tõttu. Mõlemad valikud on ette nähtud järeltöötluse käigus ära lõigata.
Tugistruktuurid töötavad hästi parvede ja servadega, kuna neid saab nendega hõlpsasti ühendada. Need on ette nähtud äärmuslike üleulatuvate osade toetamiseks, et vältida rippumist. Tavaliselt vajavad üleulatused vertikaalsest üle 45 kraadi, kuigi see võib printeriti erineda. Jällegi tuleb need järeltöötluse käigus eemaldada.
Tugistruktuurid, parved ja ääred jätavad kõik esemed kera pinnale, kus need kokku puutuvad. Isegi kui need eemaldatakse hoolikalt, tuleb artefaktid siluda.
Lõika see pooleks
See võib tunduda pisut ekstreemne, kuid saate seejärel printida kaks poolt allapoole, kui lõikate oma kera ideaalselt pooleks. See välistab vajaduse parve, ääre või tugistruktuuride järele. Kahjuks tähendab see, et pärast printimist peate need kaks tükki uuesti kokku liimima.
Soovitame tungivalt enne printimist kolm korda kontrollida, et teie kera oleks ideaalselt pooleks lõigatud, sest vastasel juhul on teil suurem tõenäosus kaalujaotumiseni ebaühtlane. Kasutatavad liimide tüübid varieeruvad olenevalt hõõgniidi tüübist, kuid üldiselt pakub superliim parimat viimistlust, kuna tugeva ühenduse jaoks on vaja nii vähe kasutada.
Peate üldiselt siluma kõik ebatasasused, mida näete kera ühenduskohas. Kui teie prindialus oli veidi liiga kuum, võite näha kerget elevandijala efekti, mille tulemuseks on ekvatoriaalne hari. Hea mõte on printida kaks poolt eraldi. Vastasel juhul võivad teil tekkida tagasitõmbamisega seotud probleemid, nagu nöörimine ja blobbing kahe poole vahel.
Kasutage madalat kihi kõrgust
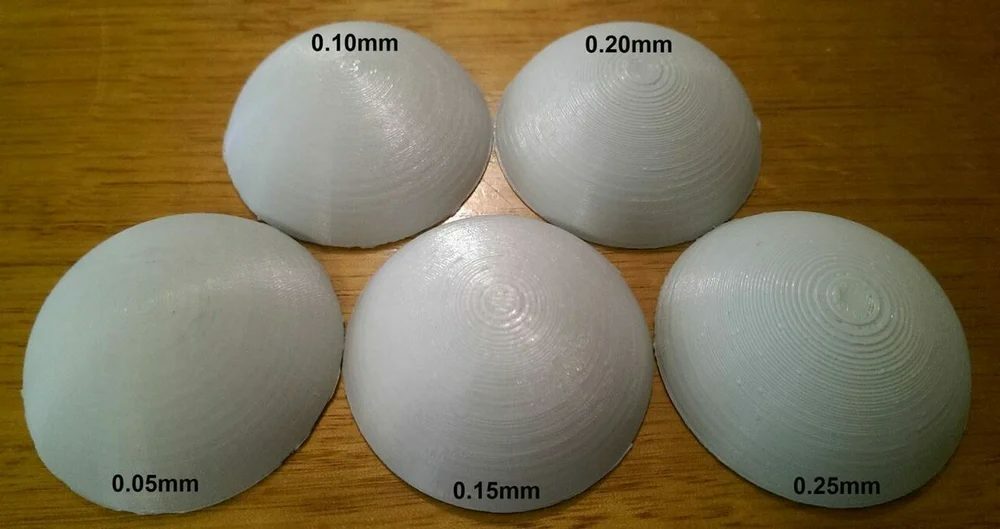
Iga kõver, mis ületab Z-telge, annab lõpuks trepiastmelise välimuse. See on FDM-printimise lahutamatu osa, kuid seda saab minimeerida, kui printida võimalikult madala kihi kõrgusega. See vähendab iga sammu kõrgust, muudab need vähem eristatavaks ja vajab järeltöötluses vähem silumist. Kahjuks pikeneb kihi kõrguse vähendamine ka printimisaega, kuna prindipea peab lõpliku prindikõrguse saavutamiseks tegema rohkem käike.
Järeldus
Ülaltoodud soovituste järgimine aitab teil luua oma 3D-printeriga suurepärase välimusega sfääre. Kui teil on muid näpunäiteid suurepäraste sfääride printimise kohta, andke meile allpool teada.