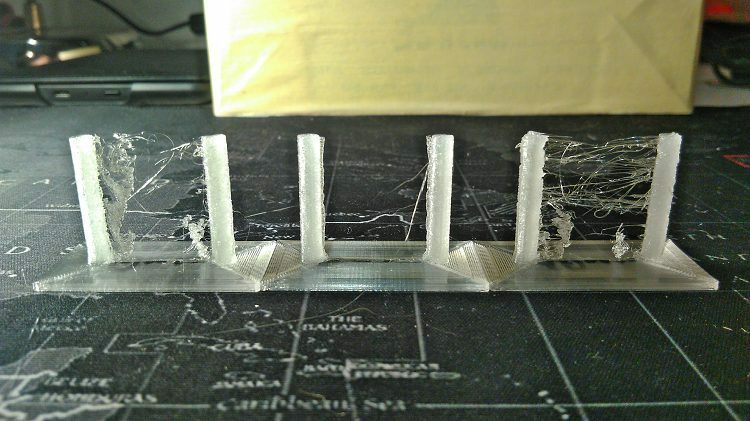
जब किसी 3डी प्रिंटर के नोज़ल को बिना कुछ प्रिंट किए एक गैप के पार जाना पड़ता है, तो आपको अक्सर ओजिंग नामक समस्या का सामना करना पड़ सकता है। गर्म नोजल में फिलामेंट के छोड़े जाने का परिणाम है। जब लगातार बाहर निकाला जा रहा है, तो फिलामेंट मुद्रित होने के लिए पर्याप्त पिघला देता है। यदि पिघले हुए क्षेत्र में होने पर कोई विराम होता है, तो फिलामेंट का वह हिस्सा तब तक गर्म और बहता रहेगा जब तक कि वह बिना किसी सहायता के नोजल से बाहर न निकल जाए।
फिर भी, व्यवहार में सेटिंग्स को सही करना आसान नहीं हो सकता है। ओजिंग का समाधान अवधारणा में बहुत सरल है। रिट्रेक्शन आपको एक्सट्रूडर को रिवर्स गियर में बदलने की अनुमति देता है, जो फिलामेंट को नोजल की नोक से दूर वापस खींचता है।
पीछे हटने का इरादा फिलामेंट को पिघले हुए क्षेत्र से बाहर निकालना नहीं है - ऐसा करना अन्य समस्याओं का कारण होगा - लेकिन इसे इतना वापस खींचने के लिए कि यह नोजल से बाहर नहीं निकले, इसलिए सरलता।
वापसी सेटिंग्स
रिसाव को रोकने के लिए वापसी एक अविश्वसनीय रूप से प्रभावी विशेषता हो सकती है। हालाँकि, इसका अधिकतम लाभ उठाने के लिए, आपको सेटिंग्स को ट्यून करने की आवश्यकता हो सकती है। सबसे महत्वपूर्ण सेटिंग स्पष्ट रूप से वापसी को सक्षम करना है; उसके बाद, आपको वापसी दूरी को कॉन्फ़िगर करना चाहिए।
आमतौर पर आप चाहेंगे कि यह कुछ मिलीमीटर के क्रम में हो। अधिकांश स्लाइसिंग सॉफ़्टवेयर सूट डिफ़ॉल्ट रूप से दो से सात मिलीमीटर के बीच होते हैं। आपको पीछे हटने की दूरी बहुत अधिक निर्धारित करने से बचना चाहिए, क्योंकि ऐसा करने से रुकावट हो सकती है। पालन करने के लिए एक सामान्य गाइड है, पीछे हटने की दूरी को नोजल की लंबाई से कम रखना।
प्रत्यावर्तन गति नियंत्रित करती है कि फिलामेंट कितनी तेजी से पीछे हटता है। यदि यह सेटिंग बहुत कम है, तो इसका परिणाम फिलामेंट के काफी दूर हटने से पहले ही बह सकता है। आम तौर पर, स्लाइसर सॉफ़्टवेयर सूट में डिफ़ॉल्ट गति सेटिंग पर्याप्त होती है।
न्यूनतम यात्रा दूरी आपको छोटे अंतराल के लिए वापसी से बचने के लिए अपने प्रिंटर को कॉन्फ़िगर करने की अनुमति देती है। छोटे अंतराल में उतने बड़े अंतराल नहीं होते जितने बड़े अंतराल से होते हैं क्योंकि फिलामेंट के पास रिसने का समय नहीं होता है। इस सेटिंग को बहुत कम कॉन्फ़िगर करने से एक्सट्रूडर फिलामेंट को पीस सकता है। कम न्यूनतम यात्रा दूरी भी आपके प्रिंट को धीमा कर सकती है क्योंकि मुद्रण फिर से शुरू होने से पहले वापसी को पूरा किया जाना चाहिए।
निष्कर्ष
ओजिंग का मुकाबला करने के लिए पीछे हटना एक फायदेमंद उपकरण है, हालांकि यह कभी भी सही नहीं होता है। क्या आपके पास वापसी को कॉन्फ़िगर करने के लिए साझा करने के लिए कोई अन्य सुझाव है? बेझिझक उन्हें नीचे साझा करें।