FDM 3D प्रिंटिंग में, गर्मी एक निरंतर मुद्दा है जिसे संतुलित करने की आवश्यकता है। आपको बहुत सी चीजों के लिए सही तापमान की आवश्यकता होती है, और यदि यह बहुत अधिक या बहुत कम है तो आपको कई प्रकार की समस्याओं का सामना करना पड़ सकता है। कुछ मामलों में, आप यह भी पा सकते हैं कि एक समस्या को ठीक करने के लिए पर्याप्त गर्मी को समायोजित करने से दूसरी समस्या हो सकती है। आप जिन कई थर्मल मुद्दों का सामना कर सकते हैं उनमें से एक को "हीट रेंगना" कहा जाता है। यह वह जगह है जहां गर्म छोर से गर्मी अपने घटकों के माध्यम से फैलती है और फिलामेंट को पिघलने से पहले पिघलने लगती है।
क्या होना है?
एक सामान्य 3D प्रिंटर में, आपके फिलामेंट का स्पूल एक्सट्रूडर में फीड होता है। इसके बाद इसे गर्म सिरे में डाला जाता है, या तो शुरुआत में एक्सट्रूडर के साथ, फिलामेंट को a. के माध्यम से धकेलता है ट्यूब, जैसे बोडेन एक्सट्रूडर में, या एक्सट्रूडर ट्यूब के अंत से खींच रहा है, जैसा कि एक सीधी ड्राइव में है बाहर निकालना फिलामेंट को फिर एक हीट सिंक में फीड किया जाता है जो हीट ब्रेक के माध्यम से हीट ब्लॉक और नोजल से जुड़ा होता है।
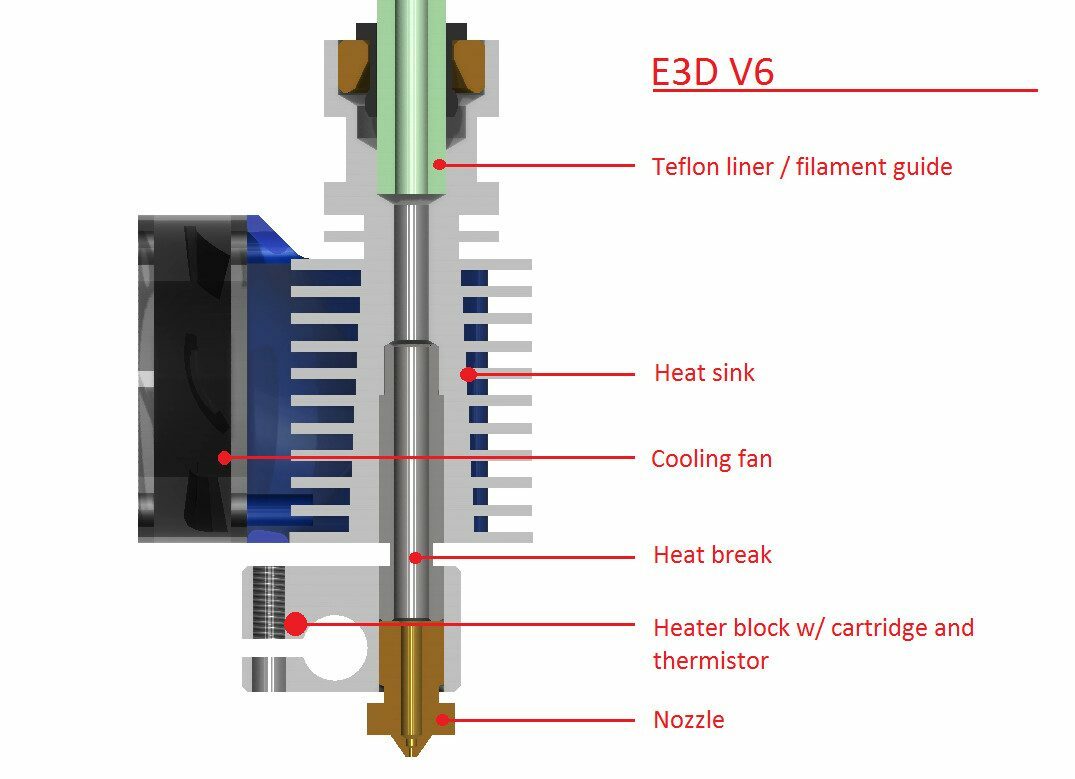
फिलामेंट का उद्देश्य विशेष रूप से पिघल क्षेत्र के रूप में जाने वाले क्षेत्र में गर्मी ब्लॉक और नोजल के अंदर पिघलना है। यदि फिलामेंट जल्दी पिघल जाता है, तो इससे क्लॉगिंग की समस्या होने की संभावना अधिक होती है। हीट ब्रेक और हीट सिंक दोनों का उद्देश्य इसे रोकने में मदद करना है।
जाहिर है, आप यह नहीं देख सकते हैं कि आपके धातु के गर्म सिरे के अंदर फिलामेंट कहाँ पिघलता है। हालांकि, आप गर्मी रेंगने के प्रभाव देख सकते हैं। उदाहरण के लिए, यदि आप रुकावटों का अनुभव करते हैं और देखते हैं कि आपका प्रिंट फजी-दिखने वाले टॉप के साथ आधा पूर्ण दिखता है। विशेष रूप से खराब मामलों में गर्मी फीका पड़ना शुरू हो सकती है और फिलामेंट गाइड फीडर ट्यूब को नुकसान पहुंचा सकती है।
गर्मी रेंगना को ठीक करने के लिए आप क्या कर सकते हैं?
सबसे स्पष्ट समाधान हीटिंग तत्व के तापमान को कम करना है। फिलामेंट्स में अक्सर तापमान की एक सीमा होती है, जिस पर उन्हें मुद्रित किया जा सकता है, इसलिए तापमान को पांच या दस डिग्री कम करने का प्रयास करें।
यदि तापमान कम करने से समस्या का समाधान नहीं होता है या आपको तापमान उच्च रखने की आवश्यकता है, तो आपको शीतलन पर ध्यान देना चाहिए। अधिकांश प्रिंटर में एक हॉट-एंड कूलिंग फैन होना चाहिए जो हीट सिंक के ऊपर से हवा उड़ाता है। वायु प्रवाह इसे ठंडा रखने में मदद करता है, और अधिक वायु प्रवाह इसे ठंडा रखता है। जितना हो सके हीट सिंक को ठंडा करने के लिए हॉट एंड कूलिंग फैन को उसकी अधिकतम सेटिंग पर सेट करने का प्रयास करें। यदि आपके प्रिंटर में हॉट एंड कूलिंग फैन नहीं है, तो आपको एक जोड़ना चाहिए। आमतौर पर एक छोटा 40 मिमी का पंखा पर्याप्त होता है।
फिलामेंट को पिघलने के लिए पर्याप्त गर्म होने में समय लगता है। यदि आपके प्रिंट में बहुत अधिक वापसी शामिल है, तो हीट रेंगने की संभावना अधिक होती है। ऐसा इसलिए है क्योंकि यह फिलामेंट को उसी क्षेत्र में थोड़ी देर के लिए छोड़ देता है क्योंकि गर्मी फिलामेंट को फैलाती है। यदि आप बहुत धीरे-धीरे प्रिंट कर रहे हैं तो यह भी एक समस्या हो सकती है। वापसी को कम करने और प्रिंट गति बढ़ाने का प्रयास करें। इससे फिलामेंट को गर्म होने और जल्दी पिघलने में लगने वाला समय कम हो जाता है।
क्या आपके पास गर्मी रेंगने से रोकने में मदद करने के लिए कोई अन्य सुझाव है? हमें नीचे बताएं।