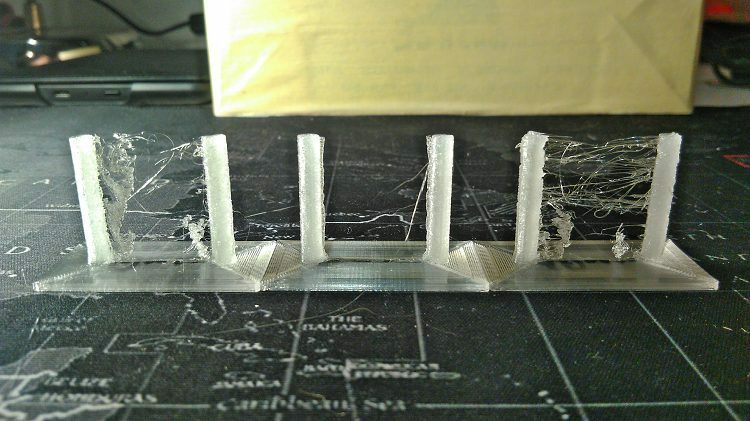
3Dプリンターのノズルが何も印刷せずにギャップを越えて移動する必要がある場合、にじみと呼ばれる問題に直面することがよくあります。 にじみは、フィラメントがホットノズルに残っている結果です。 一貫して押し出されると、フィラメントは十分に溶けて印刷されます。 メルトゾーンにあるときに一時停止すると、フィラメントのその部分は、補助なしでノズルからにじみ出るまで、熱くなり、より流動的になり続けます。
それでも、実際に設定を完璧にするのは簡単なことではありません。 にじみ出る解決策は、概念的には非常に単純です。 引き込みにより、押出機を後進ギアで回転させることができます。これにより、フィラメントがノズルの先端から引き離されます。
引き込みの目的は、フィラメントをメルトゾーンから完全に引き抜くことではありません。そうすることです。 他の問題を引き起こす可能性がありますが、ノズルからにじみ出さないように十分に引き戻すと、 簡単に。
撤回設定
引き込みは、にじみを防ぐのに非常に効果的な機能です。 ただし、それを最大限に活用するには、設定を調整する必要がある場合があります。 最も重要な設定は、明らかに撤回を有効にすることです。 その後、引き込み距離を設定する必要があります。
通常、これは数ミリメートルのオーダーにする必要があります。 ほとんどのスライシングソフトウェアスイートのデフォルトは2〜7ミリメートルです。 引き込み距離を高く設定しすぎると、目詰まりを引き起こす可能性があるため、避けてください。 従うべき一般的なガイドは、引き込み距離をノズルの長さよりも短く保つことです。
引き込み速度は、フィラメントが引き込まれる速度を制御します。 この設定が低すぎると、フィラメントが十分に収縮する前ににじみ出る可能性があります。 一般に、スライサーソフトウェアスイートのデフォルトの速度設定で十分です。
最小移動距離により、小さなギャップによる収縮を回避するようにプリンターを構成できます。 小さなギャップは、フィラメントがにじみ出る時間がないので、大きなギャップほど多くのにじみが発生することはありません。 この設定を低く設定しすぎると、押出機がフィラメントを粉砕する可能性があります。 最小移動距離が短いと、印刷を再開する前にリトラクトを完了する必要があるため、印刷速度が低下する可能性があります。
結論
撤回は、完全ではありませんが、にじみ出るのに対抗するための有益なツールです。 撤回を構成するために共有する他のヒントはありますか? 以下でそれらを共有してください。