FDM 3D印刷では、熱は常にバランスを取る必要のある問題です。 非常に多くのことに適切な温度が必要です。温度が高すぎたり低すぎたりすると、さまざまな問題に直面する可能性があります。 場合によっては、ある問題を解決するのに十分な熱を調整すると、別の問題が発生する可能性があることに気付くことがあります。 直面する可能性のある多くの熱問題の1つは、「熱クリープ」と呼ばれます。 これは、ホットエンドからの熱がそのコンポーネント全体に広がり、フィラメントが想定される前に溶融し始める場所です。
何が起こるはずですか?
通常の3Dプリンターでは、フィラメントのスプールが押出機に供給されます。 次に、これは、開始時に押出機を使用してホットエンドに供給され、フィラメントを ボーデン押出機のようにチューブ、またはダイレクトドライブのように押出機がチューブの端から引っ張られる 押出機。 次に、フィラメントはヒートシンクに供給され、ヒートシンクはヒートブレークを介してヒートブロックとノズルに接続されます。
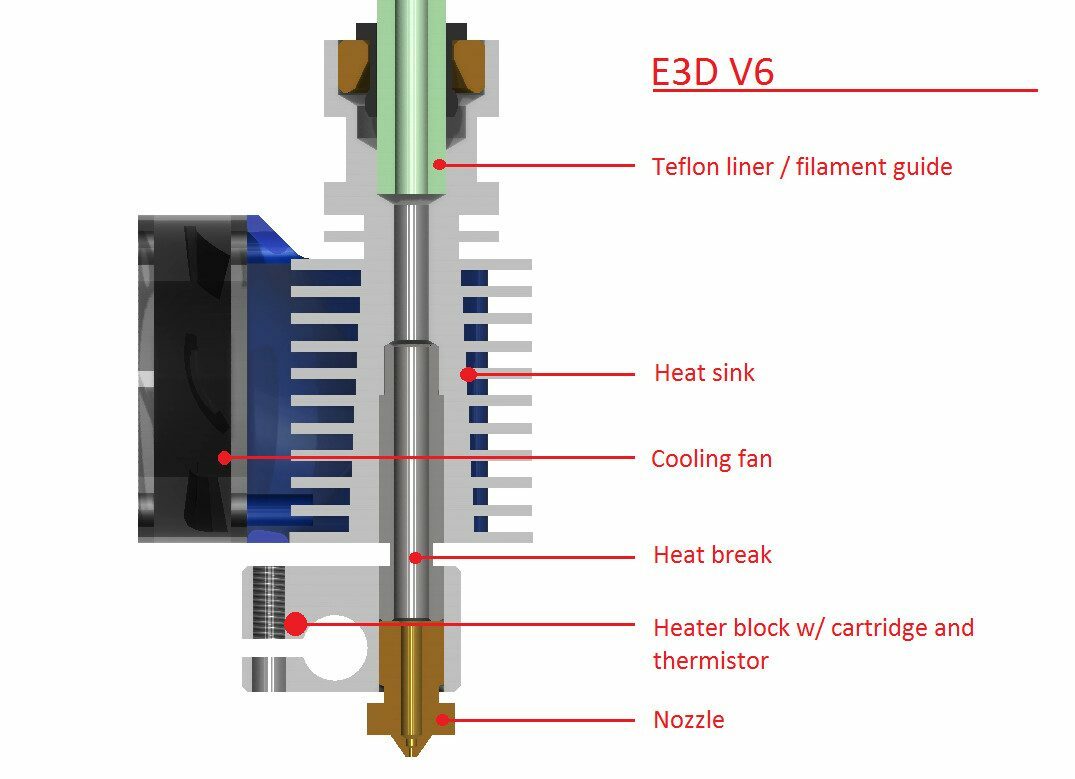
フィラメントは、溶融ゾーンと呼ばれる領域で、ヒートブロックとノズルの内部でのみ溶融することを目的としています。 フィラメントが早く溶けると、目詰まりの問題が発生する可能性が高くなります。 ヒートブレイクとヒートシンクはどちらもこれを防ぐことを目的としています。
明らかに、フィラメントが金属のホットエンドのどこで溶けるかはわかりません。 ただし、熱クリープの影響を確認できます。 たとえば、詰まりが発生し、印刷物が半分完全に見え、上部がぼやけていることに気付いた場合です。 特に悪いケースでは、熱がフィラメントガイドフィーダーチューブを変色させて損傷し始める可能性があります。
熱クリープを修正するために何ができますか?
最も明白な解決策は、発熱体の温度を下げることです。 フィラメントには、印刷できる温度範囲があることが多いため、温度を5度または10度下げてみてください。
温度を下げても問題が解決しない場合、または温度を高く保つ必要がある場合は、冷却を検討する必要があります。 ほとんどのプリンタには、ヒートシンクに空気を吹き付けるホットエンド冷却ファンが必要です。 空気の流れはそれを涼しく保つのを助け、より多くの空気の流れはそれをより涼しく保ちます。 ホットエンド冷却ファンを最大設定に設定して、ヒートシンクを可能な限り冷却してみてください。 プリンタにホットエンド冷却ファンがない場合は、追加する必要があります。 通常、小さな40mmファンで十分です。
フィラメントが溶けるのに十分な温度になるまでには時間がかかります。 印刷に多くの収縮が含まれる場合、熱クリープが発生する可能性がはるかに高くなります。 これは、熱がフィラメントに広がるにつれて、フィラメントが同じ領域にしばらく留まるためです。 印刷が遅すぎる場合は、これも問題になる可能性があります。 収縮を最小限に抑え、印刷速度を上げてみてください。 これにより、フィラメントが加熱されて早期に溶融する時間が短縮されます。
熱クリープを防ぐのに役立つ他のヒントはありますか? 以下にお知らせください。