3D 프린터를 만들 때 알아야 할 몇 가지 개념이 있습니다. 이러한 개념을 알면 인쇄가 성공하고 원하는 방식으로 나올 가능성이 높아집니다. 이러한 개념을 상기시키기 위해 3D 프린트를 만드는 것은 멋지고 자신과 다른 사람 모두에게 도움이 될 수 있습니다. Netlibrarian으로 알려진 브라이언 윌슨(Brian Wilson)은 그의 예를 공유. 불행히도, 그의 웹사이트가 다운되어 이들에 대한 STL 파일을 더 이상 사용할 수 없습니다. 그러나 이러한 모델은 여전히 학습 도구이자 영감의 역할을 할 수 있습니다.
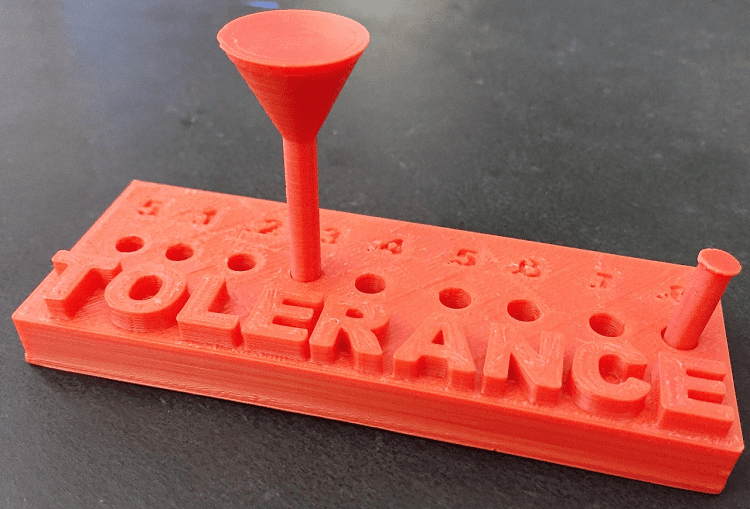
용인
허용 오차는 부품을 함께 사용할 수 있는 능력입니다. 함께 결합해야 하는 여러 부품이 있는 경우 정확도 문제를 허용할 만큼 충분한 여유 공간을 두는 것이 중요하지만 너무 많지는 않습니다. 이것은 특히 볼 조인트와 같은 관절 조인트의 경우입니다.
최대 크기
모든 3D 프린터에는 자체 빌드 볼륨이 있습니다. 이것은 프린터가 구축할 수 있는 볼륨입니다. 3D 모델을 디자인할 때 이를 염두에 두는 것이 중요합니다. 해당 볼륨 외부에는 아무 것도 인쇄할 수 없기 때문입니다. 빌드 볼륨보다 더 큰 모델을 생성하려는 경우 모델의 크기를 줄여야 합니다. 또는 별도로 인쇄된 여러 부분으로 분할한 다음 후처리에서 다시 조립할 수 있습니다.
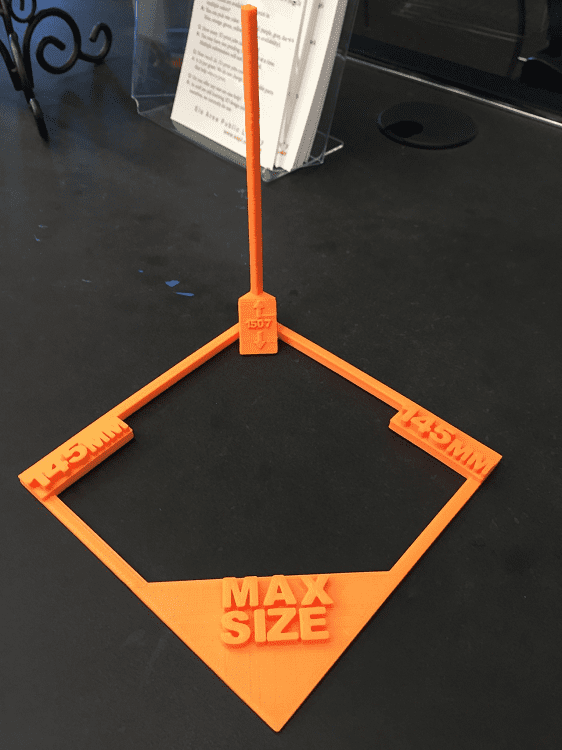
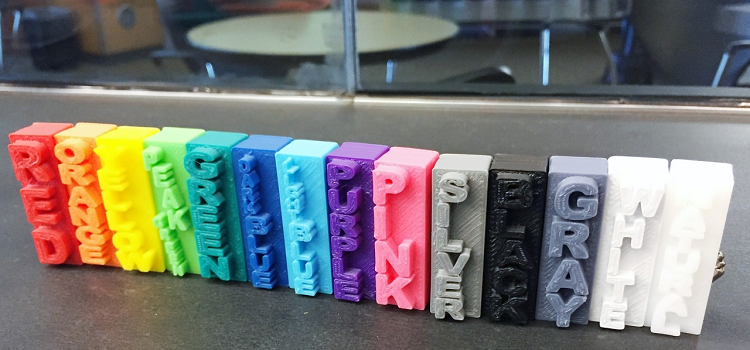
그림 물감
사용하는 필라멘트의 색상은 최종 제품에 극적인 효과를 줄 수 있습니다. 필라멘트에서 얻을 수 있는 실제 색상을 확인하는 가장 좋은 방법은 작은 테스트 조각을 인쇄하는 것입니다. 레이블을 지정하면 나중에 올바른 필라멘트 스풀을 쉽게 찾을 수 있습니다. 어느 것이 "숲의 녹색"이고 어느 것이 "에메랄드 그린"인지 기억하는 것은 고통스러울 수 있습니다.
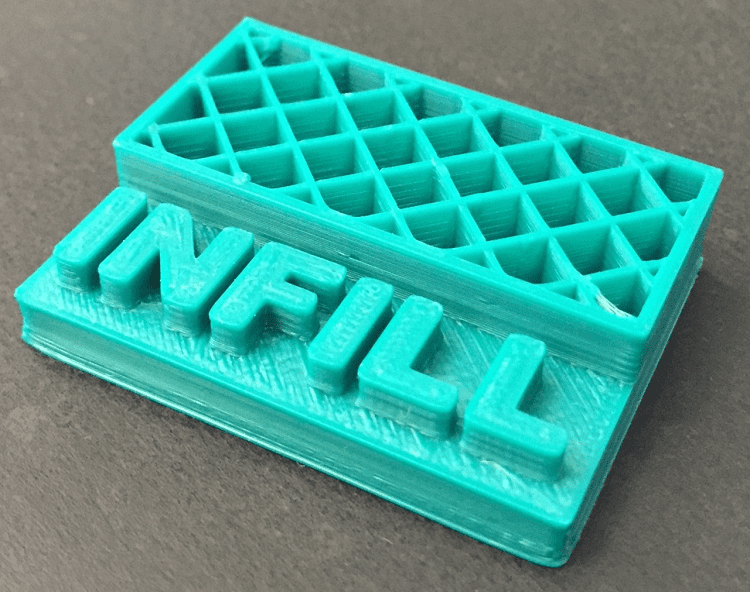
채우기
Infill은 무게와 필라멘트 사용량을 최소화하면서 구조적 무결성과 지지를 제공하는 거친 내부 구조입니다. 다양한 양의 강도를 제공하고 다양한 양의 재료를 사용하는 다양한 모양을 사용할 수 있습니다.
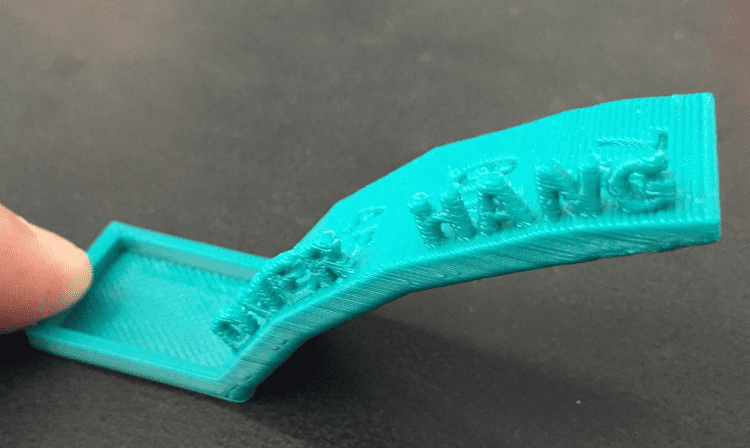
위에 걸리다
오버행은 3D 프린트가 그 아래에 재료를 필요로 하기 때문에 프린트하기 까다롭습니다. 일반적으로 문제 없이 수직에서 최대 45도까지 인쇄할 수 있지만 그보다 더 가파른 각도는 문제를 일으킬 수 있습니다. 고문 테스트 조각을 인쇄하면 돌출부에 대한 설정을 다이얼하고 프린터를 얼마나 밀어낼 수 있는지 확인할 수 있습니다.
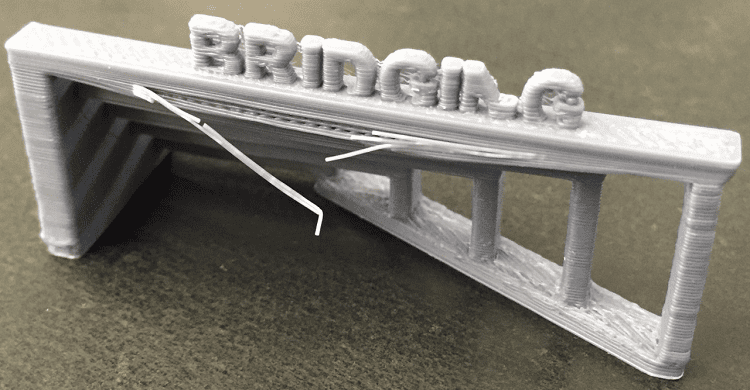
브리징
브리징은 돌출부와 유사합니다. 프린터가 공중에서 지원되지 않는 재료를 인쇄하기 때문에 어렵습니다. 우수한 오버행 설정은 일반적으로 낙하 및 처짐 문제를 방지하거나 최소화하기 위해 설정을 테스트하고 조정하여 브리징에 좋습니다.
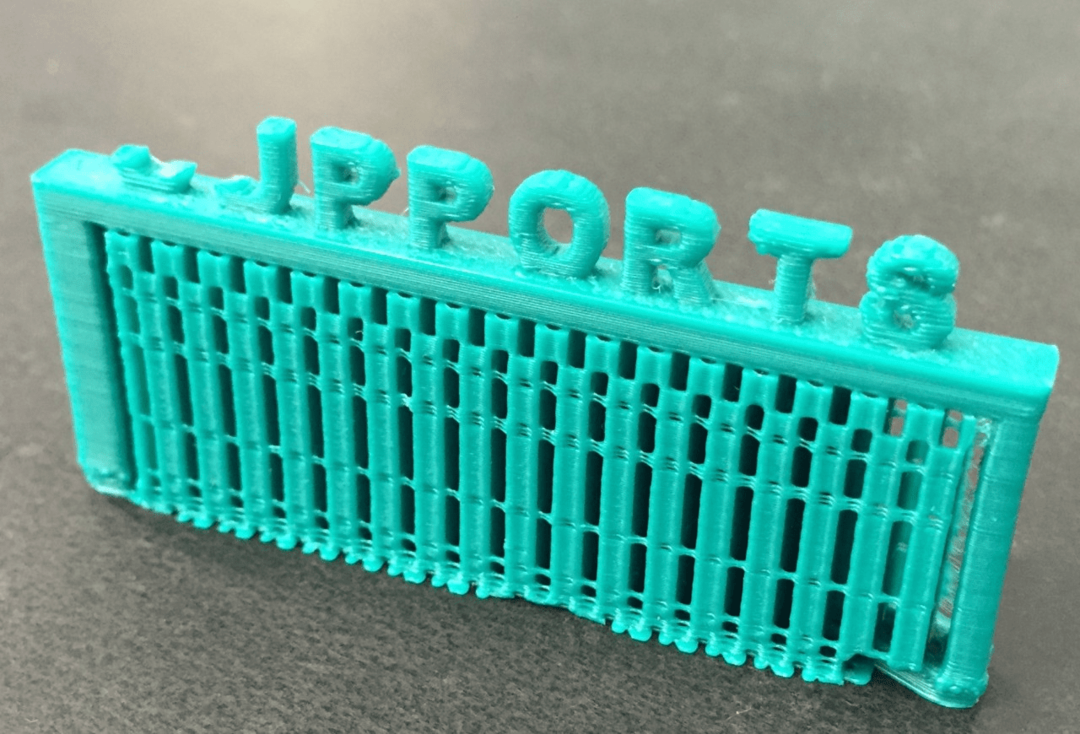
지원
지지 구조는 3D 프린팅의 중요한 부분입니다. 그들은 너무 가파르거나 길면 안정적으로 인쇄할 수 없는 브리지와 돌출부를 지지합니다. 제거하려면 약간의 후처리가 필요하지만 일반적으로 이것은 매우 쉽습니다.
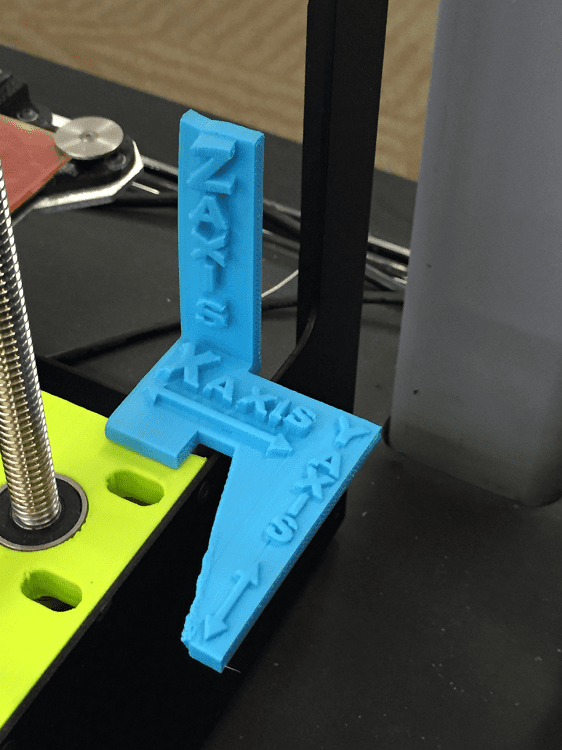
축
3D 프린터는 X축, Y축 및 Z축으로 알려진 3차원으로 인쇄합니다. 특히 프린터의 빌드 볼륨이 큐브가 아닌 경우 어떤 축이 실제로 도움이 될 수 있는지 알고 있어야 합니다.
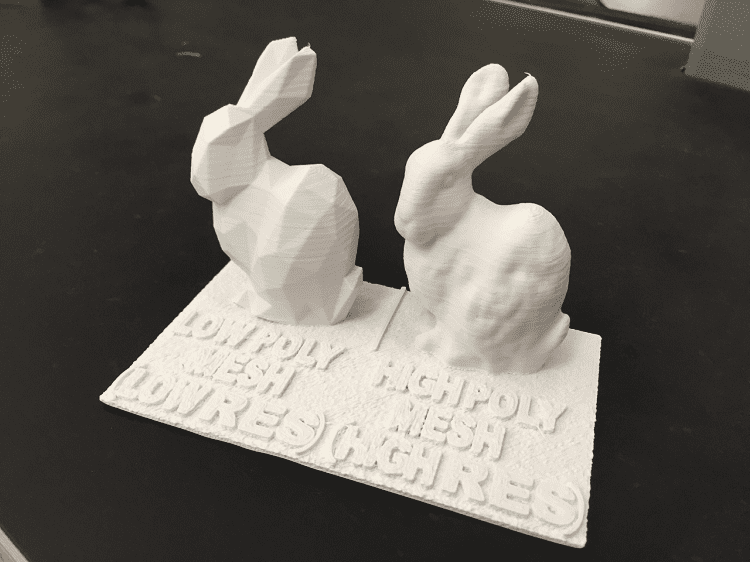
다각형
다각형은 3D 모델을 그리는 데 사용되는 모양입니다. 폴리곤 수가 적은 모델은 뭉툭하게 보일 수 있습니다. 하이 폴리곤 모델은 로우 폴리곤 모델이 할 수 없는 매끄러운 표면을 가질 수 있습니다. 많은 사람들이 낮은 폴리의 미학을 좋아하지만 일반적으로 기능 부품에는 적합하지 않습니다.
결론
이러한 개념은 3D 프린팅 시 염두에 두는 것이 좋습니다. 중요하다고 생각하는 다른 개념이 있습니까? 아래에서 알려주십시오.
이 기사의 모든 이미지는 Brian Wilson의 호의입니다.