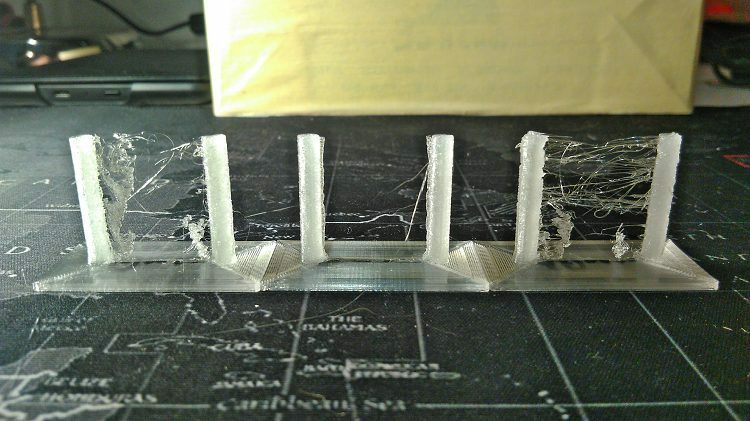
Kai 3D spausdintuvo antgalis turi judėti per tarpą nieko nespausdindamas, dažnai galite susidurti su problema, vadinama ištekėjimu. Išsipūtimas atsiranda dėl to, kad kaitinamasis siūlas paliekamas karštame antgalyje. Kai nuosekliai išspaudžiamas, siūlas pakankamai išsilydo, kad būtų galima atspausdinti. Jei būna pauzė, kai ji yra lydymosi zonoje, ši kaitinamojo siūlelio dalis vis labiau įkaista ir bėgs, kol be jokios pagalbos išsiskirs iš antgalio.
Vis dėlto praktiškai nėra lengva pasiekti tobulus nustatymus. Išsiliejimo sprendimas yra gana paprastas. Atitraukimas leidžia pasukti ekstruderį atbuline pavara, kuri atitraukia kaitinimo siūlą nuo antgalio galo.
Atitraukimo tikslas nėra ištraukti siūlą iki galo iš lydymosi zonos – tai darant sukeltų kitų problemų, bet patraukite jį pakankamai atgal, kad jis neištekėtų iš antgalio lengvai.
Atsitraukimo nustatymai
Atitraukimas gali būti neįtikėtinai veiksminga priemonė, apsauganti nuo išsiliejimo. Tačiau norint išnaudoti visas galimybes, gali tekti sureguliuoti nustatymus. Akivaizdu, kad svarbiausias nustatymas yra įtraukimo įjungimas; po to turėtumėte sukonfigūruoti atitraukimo atstumą.
Paprastai norėsite, kad tai būtų kelių milimetrų tvarka. Daugumos pjaustymo programinės įrangos rinkinių numatytasis dydis yra nuo dviejų iki septynių milimetrų. Neturėtumėte nustatyti per didelio atitraukimo atstumo, nes tai gali sukelti užsikimšimą. Bendras vadovas, kurio reikia laikytis, yra išlaikyti atitraukimo atstumą, mažesnį nei purkštuko ilgis.
Atitraukimo greitis kontroliuoja, kaip greitai kaitinamasis siūlas įtraukiamas. Jei šis nustatymas yra per žemas, kaitinamasis siūlas gali prasiskverbti pakankamai toli. Paprastai numatytasis greičio nustatymas pjaustyklės programinės įrangos rinkiniuose yra tinkamas.
Minimalus kelionės atstumas leidžia sukonfigūruoti spausdintuvą, kad būtų išvengta įtraukimų dėl mažų tarpelių. Maži tarpeliai nepatiria tiek daug, kiek dideli tarpai, nes siūlas neturi laiko išsilieti. Sukonfigūravus šį nustatymą per žemai, ekstruderis gali sumalti siūlą. Mažas minimalus kelionės atstumas taip pat gali sulėtinti spausdinimą, nes prieš spausdinant reikia užbaigti atitraukimą.
Išvada
Atitraukimas yra naudinga priemonė kovojant su išsiliejimu, nors ji niekada nėra tobula. Ar turite kitų patarimų, kaip sukonfigūruoti įtraukimą? Nedvejodami pasidalykite jais žemiau.