En av de vanskeligste formene å lage med en 3D-printer er en kule. Kuler er vanskelige av flere grunner. For det første har sfærer et lite kontaktpunkt med utskriftssjiktet, noe som gjør dem vanskelige å feste på plass. For det andre har kuler mange overheng som trenger støtte. For det tredje ender FDM-skrivere med å etterlate synlige laglinjer når de skriver ut kurver som krysser Z-aksen. Det er mulig å ta tak i disse problemene; Men hver løsning kommer også med sitt eget kompromiss.
Legg til støttestrukturer og en rand eller flåte
Ved å legge til en kombinasjon av støttestrukturer og en rand eller flåte, kan du løse to problemer i ett. Bremmen eller flåten hjelper til med å sikre trykket mens støttestrukturene hindrer overhengene fra å henge.
En flåte er et tynt ark med trykkmateriale som trykkes først, under trykket, som trykket sitter på. En rand er nesten identisk, men den berører bare trykket i kantene og går ikke under.
Flåter og bremmer virker ved å øke kontaktflaten med trykksjiktet, noe som øker heftkraften som holder trykket på plass. En flåte er vanligvis vanskeligere å fjerne på grunn av den økte kontaktflaten. Begge alternativene er ment å kuttes bort under etterbehandling.
Støttestrukturer fungerer godt med flåter og bremmer da de lett kan kobles til dem. De er designet for å gi støtte til ekstreme overheng for å forhindre hengende. Vanligvis overheng større enn 45 grader fra vertikalen trenger støtte, selv om dette kan variere fra skriver til skriver. Igjen, disse må fjernes under etterbehandling.
Støttestrukturer, flåter og rander etterlater noen gjenstander på kulens overflate der de kommer i kontakt. Selv om de fjernes forsiktig, må gjenstandene jevnes ut.
Klipp den i to
Dette høres kanskje litt ekstremt ut, men du kan da skrive ut de to halvdelene med forsiden ned hvis du kutter kulen perfekt i to. Dette eliminerer behovet for en flåte, rand eller støttestrukturer. Dessverre betyr det at du må lime de to delene sammen igjen når de er skrevet ut.
Vi anbefaler på det sterkeste at du trippelsjekker at sfæren din er perfekt kuttet i to før utskrift, da det ellers er større sannsynlighet for at du ender opp med ujevn vektfordeling. Typen lim du kan bruke varierer etter filamenttype, men superlim gir generelt den beste finishen da det er så lite som må brukes for en solid forbindelse.
Du vil vanligvis trenge å jevne ut eventuelle ujevnheter du ser ved leddet til kulen. Hvis utskriftssengen din var litt for varm, kan du se en liten elefantfoteffekt, noe som resulterer i en ekvatorialrygg. Det er en god idé å skrive ut de to halvdelene hver for seg. Ellers kan du ende opp med tilbaketrekningsrelaterte problemer som stringing og blubbing mellom de to halvdelene.
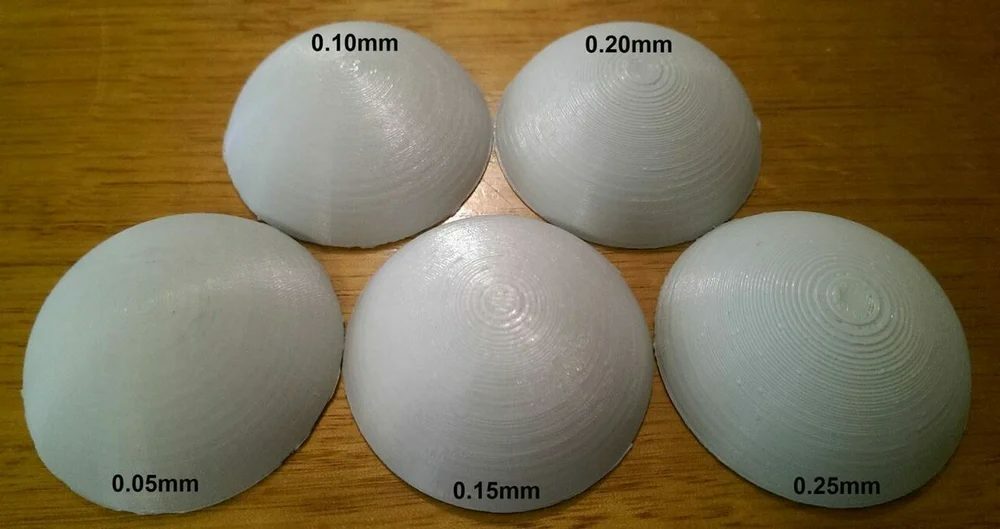
Bruk en lav laghøyde
Enhver kurve som krysser Z-aksen vil ende opp med et trappetrinn. Dette er en iboende del av FDM-utskrift, men kan minimeres ved å skrive ut med lavest mulig laghøyder. Å gjøre det reduserer høyden på hvert trinn, noe som gjør dem mindre distinkte og trenger mindre utjevning i etterbehandling. Dessverre øker også utskriftstiden ved å redusere laghøyden ettersom skrivehodet må gjøre flere passeringer for å nå den endelige utskriftshøyden.
Konklusjon
Å følge forslagene ovenfor vil hjelpe deg med å lage flotte kuler med 3D-skriveren din. Hvis du har andre tips om utskrift av flotte kuler, gi oss beskjed nedenfor.