Jednym z najtrudniejszych kształtów do stworzenia na drukarce 3D jest kula. Kule są trudne z kilku powodów. Po pierwsze, kulki mają niewielki punkt styku z podłożem druku, co utrudnia ich przywieranie na miejscu. Po drugie, kule mają wiele nawisów, które wymagają podparcia. Po trzecie, drukarki FDM pozostawiają widoczne linie warstw podczas drukowania krzywych, które przecinają oś Z. Możliwe jest rozwiązanie tych problemów; jednak każda poprawka ma również swój własny kompromis.
Dodaj konstrukcje wsporcze i rondo lub tratwę
Dodając kombinację konstrukcji wsporczych i daszka lub tratwy, możesz rozwiązać dwa problemy w jednym. Rondo lub tratwa pomaga zabezpieczyć wydruk, a struktury nośne zapobiegają opadaniu nawisów.
Tratwa to cienki arkusz materiału do druku wydrukowany jako pierwszy, pod drukiem, na którym znajduje się druk. Rondo jest prawie identyczne, ale dotyka nadruku tylko na brzegach i nie schodzi pod spód.
Tratwy i ronda działają poprzez zwiększenie powierzchni styku z podłożem druku, co zwiększa siłę przyczepności utrzymującą wydruk na miejscu. Tratwa jest zazwyczaj trudniejsza do usunięcia ze względu na zwiększoną powierzchnię styku. Obie opcje mają zostać usunięte podczas przetwarzania końcowego.
Konstrukcje wsporcze dobrze współpracują z tratwami i brzegami, ponieważ można je łatwo połączyć. Zostały zaprojektowane, aby zapewnić wsparcie na ekstremalnych zwisach, aby zapobiec opadaniu. Zazwyczaj wystaje więcej niż 45 stopni od pionowego podparcia, chociaż może się to różnić w zależności od drukarki. Ponownie należy je usunąć podczas przetwarzania końcowego.
Konstrukcje wsporcze, tratwy i ronda pozostawiają pewne artefakty na powierzchni kuli, na której się stykają. Nawet jeśli zostaną ostrożnie usunięte, artefakty będą musiały zostać wygładzone.
Przetnij to na pół
Może to zabrzmieć trochę ekstremalnie, ale możesz wydrukować dwie połówki zakryte, jeśli przetniesz swoją kulę idealnie na pół. Eliminuje to potrzebę tratwy, ronda lub konstrukcji wsporczych. Niestety oznacza to, że po wydrukowaniu musisz ponownie skleić te dwa kawałki.
Zdecydowanie zalecamy trzykrotne sprawdzenie, czy kula jest idealnie przecięta na pół przed drukowaniem, ponieważ w przeciwnym razie istnieje większe prawdopodobieństwo, że rozłożenie ciężaru będzie nierównomierne. Typy klejów, których możesz użyć, różnią się w zależności od rodzaju włókna, ale klej superglue generalnie zapewnia najlepsze wykończenie, ponieważ tak niewiele potrzeba do uzyskania solidnego połączenia.
Generalnie będziesz musiał wygładzić wszelkie nierówności, które widzisz na styku kuli. Jeśli twoje łóżko do drukowania było nieco za gorące, możesz zobaczyć lekki efekt łapy słonia, powodujący grzbiet równikowy. Dobrym pomysłem jest wydrukowanie dwóch połówek osobno. W przeciwnym razie możesz skończyć z problemami związanymi z wycofywaniem, takimi jak naciąganie i blobbing między dwiema połówkami.
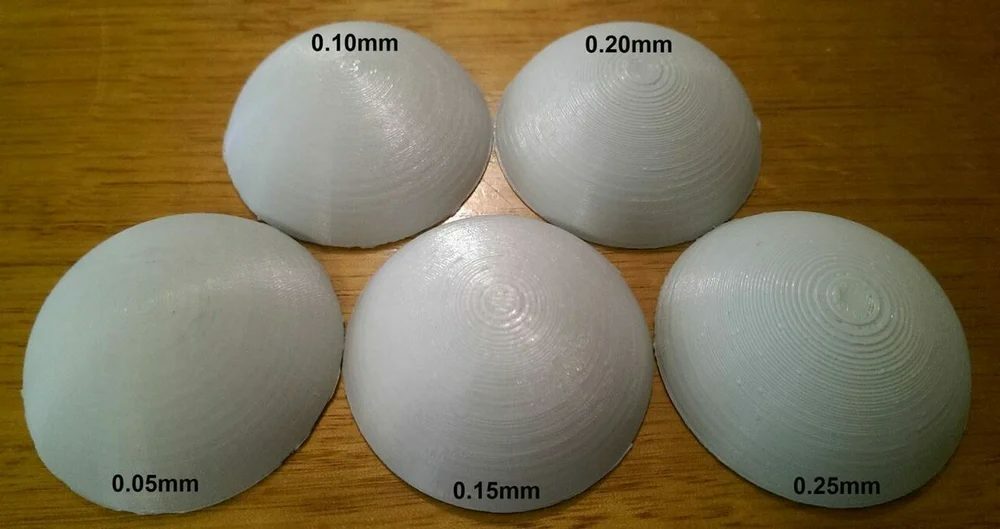
Użyj niskiej wysokości warstwy
Każda krzywa, która przecina oś Z, będzie miała wygląd stopni schodowych. Jest to nieodłączna część druku FDM, ale można go zminimalizować, drukując z możliwie najniższymi wysokościami warstw. W ten sposób zmniejsza się wysokość każdego kroku, dzięki czemu są mniej wyraźne i wymagają mniej wygładzania w przetwarzaniu końcowym. Niestety, zmniejszenie wysokości warstwy wydłuża również czas drukowania, ponieważ głowica drukująca musi wykonać więcej przejść, aby osiągnąć końcową wysokość wydruku.
Wniosek
Postępowanie zgodnie z powyższymi sugestiami pomoże Ci tworzyć świetnie wyglądające sfery za pomocą Twojej drukarki 3D. Jeśli masz inne wskazówki dotyczące drukowania wspaniałych kul, daj nam znać poniżej.