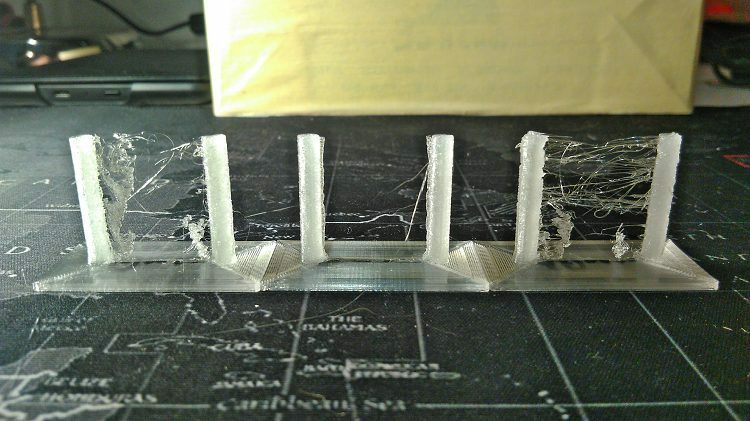
Kiedy dysza drukarki 3D musi przejść przez szczelinę bez drukowania czegokolwiek, często możesz napotkać problem zwany sączeniem. Sączenie jest wynikiem pozostawienia filamentu w gorącej dyszy. Podczas konsekwentnego wytłaczania włókno topi się na tyle, aby można go było wydrukować. Jeśli nastąpi przerwa, gdy znajduje się w strefie topnienia, ta część filamentu będzie coraz gorętsza i bardziej płynna, dopóki nie wypłynie z dyszy bez żadnej pomocy.
Jednak w praktyce nie jest łatwo uzyskać idealne ustawienia. Rozwiązanie problemu sączenia jest dość proste w koncepcji. Wycofanie pozwala obrócić ekstruder na wsteczny bieg, co powoduje odciągnięcie filamentu od końcówki dyszy.
Intencją cofania nie jest całkowite wyciągnięcie filamentu ze strefy topnienia – robi to spowodowałoby inne problemy – ale odciągnąć go na tyle, aby nie wyciekał z dyszy, więc z łatwością.
Ustawienia wycofania
Cofanie może być niezwykle skuteczną funkcją zapobiegającą sączeniu. Aby jednak w pełni wykorzystać to, konieczne może być dostrojenie ustawień. Najważniejszym ustawieniem jest oczywiście umożliwienie wycofania; następnie należy skonfigurować odległość wycofania.
Generalnie będziesz chciał, aby było to rzędu kilku milimetrów. Większość pakietów oprogramowania do krojenia domyślnie ma od dwóch do siedmiu milimetrów. Należy unikać ustawiania zbyt dużej odległości cofania, ponieważ może to spowodować zatkanie. Ogólna wskazówka, której należy przestrzegać, to utrzymywanie odległości wycofania mniejszej niż długość dyszy.
Szybkość wycofywania kontroluje szybkość wycofywania filamentu. Jeśli to ustawienie jest zbyt niskie, może dojść do sączenia, zanim włókno cofnie się wystarczająco. Ogólnie rzecz biorąc, domyślne ustawienie szybkości w pakietach oprogramowania typu slicer jest wystarczające.
Minimalna odległość przesuwu pozwala skonfigurować drukarkę tak, aby uniknąć wciągania w przypadku niewielkich przerw. Małe szczeliny nie cierpią z powodu tak dużego sączenia, jak duże szczeliny, ponieważ włókno nie ma czasu na wyciekanie. Zbyt niska konfiguracja tego ustawienia może spowodować, że ekstruder zmieli filament. Niska minimalna odległość przesuwu może również spowolnić drukowanie, ponieważ wycofywanie musi zostać zakończone przed wznowieniem drukowania.
Wniosek
Wycofanie jest korzystnym narzędziem do przeciwdziałania sączeniu, chociaż nigdy nie jest idealne. Czy masz jakieś inne wskazówki dotyczące konfigurowania wycofywania? Podziel się nimi poniżej.