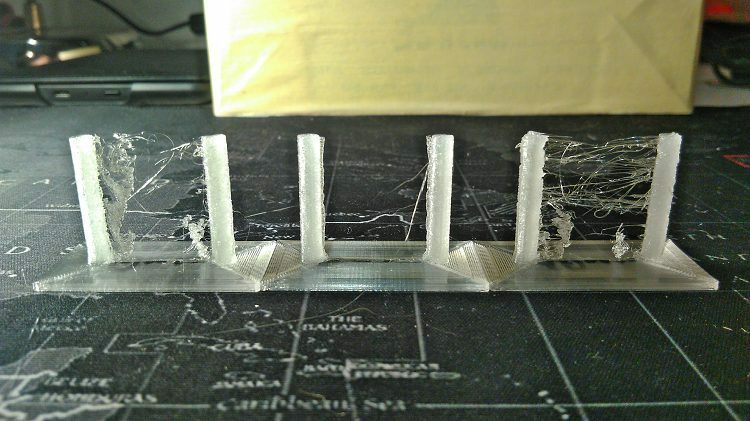
Когда сопло 3D-принтера должно перемещаться через зазор, ничего не печатая, вы часто можете столкнуться с проблемой, называемой просачиванием. Мокнутие - это результат того, что нить осталась в горячем сопле. При последовательном выдавливании нить плавится достаточно, чтобы ее можно было печатать. Если есть пауза, когда она находится в зоне плавления, эта часть нити будет становиться все горячее и жидкой, пока не начнет сочиться из сопла без посторонней помощи.
Тем не менее, добиться идеальных настроек на практике непросто. Идея решения проблемы просачивания довольно проста. Втягивание позволяет вам включить экструдер на заднюю передачу, которая оттягивает нить от кончика сопла.
Намерение втягивания состоит не в том, чтобы полностью вытащить нить из зоны плавления. вызовет другие проблемы - но если вытащите его достаточно, чтобы он не сочился из сопла, с легкостью.
Настройки отзыва
Втягивание может быть невероятно эффективным средством предотвращения просачивания. Однако, чтобы получить от него максимальную отдачу, вам может потребоваться изменить настройки. Самая важная настройка, очевидно, разрешает втягивание; после этого следует настроить расстояние отвода.
Обычно вы хотите, чтобы это было порядка нескольких миллиметров. Большинство пакетов программного обеспечения для нарезки по умолчанию составляют от двух до семи миллиметров. Не следует устанавливать слишком большое расстояние втягивания, так как это может вызвать засорение. Общее руководство, которому следует следовать, заключается в том, чтобы расстояние отвода оставалось меньше длины сопла.
Скорость втягивания контролирует, насколько быстро втягивается нить. Если этот параметр слишком низкий, это может привести к просачиванию до того, как нить втянется достаточно далеко. Как правило, настройки скорости по умолчанию в программных пакетах слайсеров подходят.
Минимальное расстояние перемещения позволяет настроить принтер таким образом, чтобы он не втягивался из-за небольших зазоров. Маленькие зазоры не так сильно просачиваются, как большие, поскольку нить не успевает просачиваться. Установка слишком низкого значения этого параметра может привести к измельчению нити экструдером. Низкое минимальное расстояние перемещения также может замедлить печать, так как отвод должен быть завершен, прежде чем можно будет возобновить печать.
Заключение
Втягивание - полезный инструмент для предотвращения просачивания, хотя он никогда не бывает идеальным. У вас есть еще какие-нибудь советы по настройке отзыва? Не стесняйтесь поделиться ими ниже.