В 3D-печати FDM тепло является постоянной проблемой, которую необходимо сбалансировать. Подходящая температура нужна для очень многих вещей, и если она будет слишком высокой или слишком низкой, вы можете столкнуться с целым рядом проблем. В некоторых случаях вы даже можете обнаружить, что регулировка нагрева, достаточная для устранения одной проблемы, может вызвать другую. Одна из многих тепловых проблем, с которыми вы можете столкнуться, называется «тепловая ползучесть». Здесь тепло от горячего конца распространяется вверх по его компонентам и начинает плавить нить раньше, чем это положено.
Что должно произойти?
В обычном 3D-принтере катушка с нитью подается в экструдер. Затем он подается в горячий конец, либо с экструдером в начале, проталкивая нить через трубка, как в экструдере Боудена, или с экструдером, тянущим за конец трубки, как в прямом приводе экструдер. Затем нить подается в теплоотвод, который через тепловой разрыв соединяется с тепловым блоком и соплом.
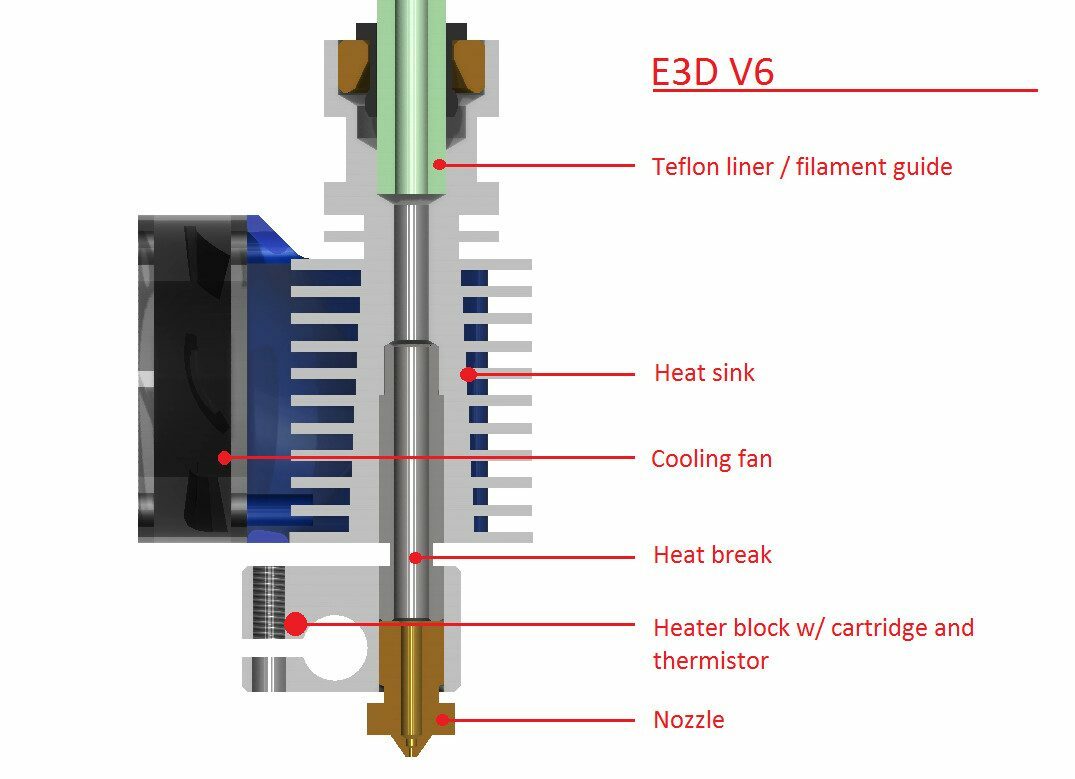
Нить накала предназначена исключительно для плавления внутри теплового блока и сопла в зоне, известной как зона плавления. Если нить расплавится раньше, это может вызвать засорение. И теплоотвод, и радиатор призваны помочь предотвратить это.
Очевидно, вы не можете увидеть, где нить плавится внутри вашего металлического горячего наконечника. Однако вы можете увидеть эффекты ползучести тепла. Например, если вы чувствуете засорение и замечаете, что ваш принт выглядит наполовину законченным с нечетким верхом. В особо тяжелых случаях нагрев может привести к обесцвечиванию и повреждению направляющей трубки подачи нити.
Что вы можете сделать, чтобы исправить тепловую ползучесть?
Наиболее очевидное решение - снизить температуру нагревательного элемента. Нити накаливания часто имеют диапазон температур, в котором они могут печататься, поэтому попробуйте снизить температуру на пять или десять градусов.
Если снижение температуры не решает проблему или вам нужно поддерживать высокую температуру, обратите внимание на охлаждение. Большинство принтеров должны иметь охлаждающий вентилятор с горячим концом, который обдувает радиатор воздухом. Воздушный поток сохраняет прохладу, а больший воздушный поток сохраняет прохладу. Попробуйте установить вентилятор охлаждения горячего конца на максимальное значение, чтобы максимально охладить радиатор. Если в вашем принтере нет охлаждающего вентилятора горячего конца, вы должны добавить его. Обычно достаточно небольшого 40-мм вентилятора.
Нитью нужно время, чтобы нагреться и расплавиться. Ползучесть при нагревании гораздо более вероятна, если на вашем отпечатке много втягиваний. Это связано с тем, что он оставляет нить накала в той же области на некоторое время, поскольку тепло распространяется вверх по нити. Если вы печатаете слишком медленно, это тоже может быть проблемой. Попробуйте минимизировать втягивание и увеличьте скорость печати. Это сокращает время, в течение которого нить накала нагревается и преждевременно расплавляется.
Есть ли у вас другие советы, которые помогут предотвратить тепловыделение? Дайте нам знать внизу.