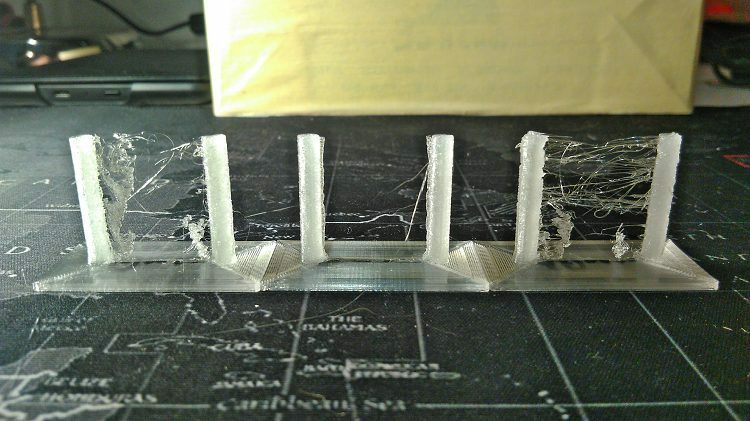
Keď sa dýza 3D tlačiarne musí pohybovať cez medzeru bez toho, aby čokoľvek vytlačila, často sa môžete stretnúť s problémom nazývaným vytekanie. Vytekanie je výsledkom ponechania vlákna v horúcej tryske. Pri dôslednom vytláčaní sa filament roztopí natoľko, aby sa dal vytlačiť. Ak dôjde k prestávke, keď sa vlákno nachádza v zóne tavenia, táto časť vlákna sa bude stále viac zahrievať a tečie, až kým nebude vytekať z dýzy bez akejkoľvek pomoci.
Dosiahnuť dokonalé nastavenia v praxi však nemôže byť jednoduché. Riešenie vytečenia je z hľadiska konceptu celkom jednoduché. Zatiahnutie vám umožňuje otočiť extrudér na spiatočku, čím sa vlákno odtiahne od špičky trysky.
Zámerom stiahnutia nie je vytiahnuť vlákno úplne von z taviacej zóny – urobte tak spôsobilo by to ďalšie problémy – ale potiahnuť ho dostatočne dozadu, aby z trysky nevytekal ľahko.
Nastavenia stiahnutia
Zatiahnutie môže byť neuveriteľne účinnou funkciou pri predchádzaní vytekaniu. Aby ste z neho vyťažili maximum, možno budete musieť vyladiť nastavenia. Najdôležitejším nastavením je samozrejme povolenie stiahnutia; potom by ste mali nakonfigurovať vzdialenosť stiahnutia.
Vo všeobecnosti budete chcieť, aby to bolo rádovo niekoľko milimetrov. Väčšina softvérových balíkov na krájanie má štandardne dva až sedem milimetrov. Mali by ste sa vyhnúť nastaveniu príliš vysokej vzdialenosti zaťahovania, pretože to môže spôsobiť upchatie. Všeobecným vodítkom, ktoré treba dodržať, je udržiavať retrakčnú vzdialenosť menšiu ako je dĺžka dýzy.
Rýchlosť zaťahovania riadi, ako rýchlo sa vlákno zasúva. Ak je toto nastavenie príliš nízke, môže to mať za následok vytekanie, kým sa vlákno dostatočne nezatiahne. Vo všeobecnosti je predvolené nastavenie rýchlosti v softvérových balíkoch slicer adekvátne.
Minimálna pojazdová vzdialenosť vám umožňuje nakonfigurovať tlačiareň tak, aby sa vyhla stiahnutiu v prípade malých medzier. Malé medzery netrpia tak veľkým vytekaním ako veľké medzery, pretože vlákno nemá čas vytekať. Konfigurácia tohto nastavenia príliš nízka môže viesť k tomu, že extrudér rozdrví vlákno. Nízka minimálna dojazdová vzdialenosť môže tiež spomaliť tlač, pretože pred obnovením tlače je potrebné dokončiť zatiahnutie.
Záver
Odtiahnutie je užitočným nástrojom na boj proti vytekaniu, hoci nikdy nie je dokonalé. Máte nejaké ďalšie tipy na konfiguráciu stiahnutia? Neváhajte ich zdieľať nižšie.