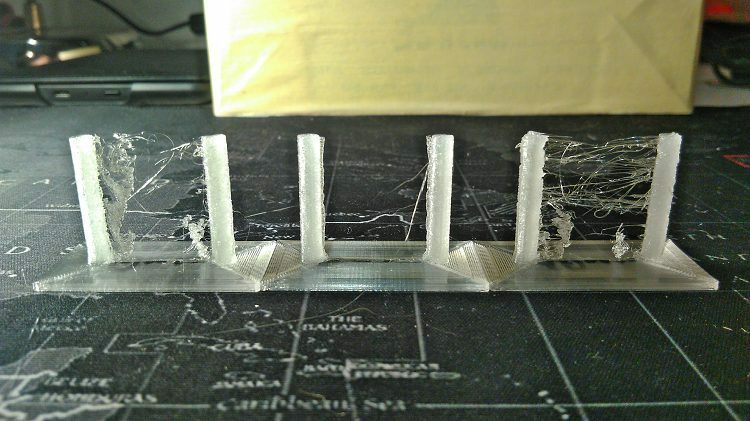
Bir 3D yazıcının nozulu hiçbir şey yazdırmadan bir boşlukta hareket etmek zorunda kaldığında, genellikle sızıntı denilen bir sorunla karşılaşabilirsiniz. Sızma, filamentin sıcak memede bırakılmasının sonucudur. Tutarlı bir şekilde ekstrüde edildiğinde, filaman basılacak kadar erir. Erime bölgesindeyken bir duraklama olursa, filamentin o kısmı, herhangi bir yardım almadan memeden sızana kadar daha sıcak ve daha akıcı olmaya devam edecektir.
Yine de, pratikte ayarları mükemmel hale getirmek kolay olamaz. Sızıntının çözümü konseptte oldukça basittir. Geri çekme, ekstrüderi geri viteste döndürmenizi sağlar, bu da filamanı memenin ucundan geri çeker.
Geri çekmenin amacı, filamanı eriyik bölgesinden tamamen dışarı çekmek değildir - bunu yaparken başka sorunlara neden olur - ancak memeden dışarı sızmayacak kadar geri çekmek için kolayca.
Geri Çekme Ayarları
Geri çekme, sızmayı önlemede inanılmaz derecede etkili bir özellik olabilir. Bununla birlikte, bundan en iyi şekilde yararlanmak için ayarları yapmanız gerekebilir. En önemli ayar, açıkça geri çekmeyi etkinleştirmektir; bundan sonra, geri çekme mesafesini yapılandırmalısınız.
Genellikle bunun birkaç milimetre düzeyinde olmasını isteyeceksiniz. Çoğu dilimleme yazılımı paketi varsayılan olarak iki ila yedi milimetre arasındadır. Tıkanmalara neden olabileceğinden, geri çekme mesafesini çok yükseğe ayarlamaktan kaçınmalısınız. İzlenecek genel bir kılavuz, geri çekme mesafesini memenin uzunluğundan daha düşük tutmaktır.
Geri çekme hızı, filamanın ne kadar hızlı geri çekildiğini kontrol eder. Bu ayar çok düşükse, filaman yeterince geri çekilmeden önce sızmaya neden olabilir. Genel olarak, dilimleyici yazılım paketlerinde varsayılan hız ayarı yeterlidir.
Minimum hareket mesafesi, yazıcınızı küçük boşluklar için geri çekilmeleri önleyecek şekilde yapılandırmanıza olanak tanır. Küçük boşluklar, filamanın sızmak için zamanı olmadığı için büyük boşluklar kadar sızma yapmaz. Bu ayarın çok düşük yapılandırılması, ekstrüderin filamenti öğütmesine neden olabilir. Düşük bir minimum hareket mesafesi de baskınızı yavaşlatabilir, çünkü baskının devam edebilmesi için geri çekmenin tamamlanması gerekir.
Çözüm
Geri çekme, hiçbir zaman mükemmel olmasa da, sızmaya karşı koymak için faydalı bir araçtır. Geri çekmeyi yapılandırmak için paylaşabileceğiniz başka ipuçlarınız var mı? Bunları aşağıda paylaşmaktan çekinmeyin.